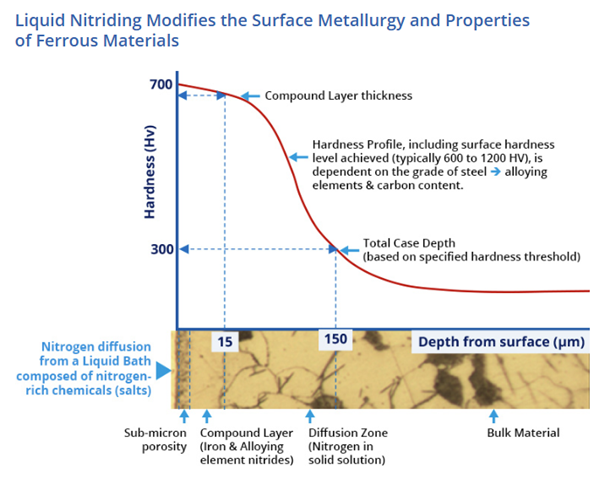
Flüssiges Nitrocarburieren bietet erhebliche Verbesserungen in Bezug auf Reibung, Korrosionsschutz, Ermüdungsbeständigkeit, abrasiven und adhäsiven Verschleiß (Verklemmung). Nitrocarburieren ist ein thermochemisches Verfahren, das die Diffusion der Elemente Stickstoff und Kohlenstoff in das Substrat ermöglicht.
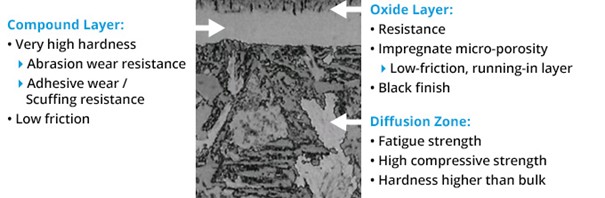
- Eine Verbindungsschicht an der Oberfläche, die hauptsächlich aus Eisennitriden besteht;
- eine tiefere Diffusionsschicht, in der die Elemente (N und C) in das Material eingelagert sind, wodurch ein Härtegradient entsteht.
- Während der Oxidationsphase bildet sich eine Eisenoxidschicht (Fe₃O₄), die als passiver Film wirkt und die Korrosionsbeständigkeit verbessert.
- Bei der Imprägnierung werden die während der Behandlung entstandenen Mikroporen genutzt, um organische Verbindungen zu binden. Dadurch werden die Korrosionsbeständigkeit und das Reibungsverhalten deutlich verbessert.
Die Kombination dieser Schritte des Flüssignitrocarbonisierens führt zu einer Vielzahl von Eigenschaften, die das CLIN-Verfahren zu einer effektiven und vielseitigen Behandlung machen.
| Vorteile | Erläuterung |
| Gute Reibungseigenschaften | Tribologische Eigenschaften der porösen Schicht im trockenen Zustand. Verbesserung des Öltragevermögens des Substrats. |
| Verschleißresistenz | Gute Reibungseigenschaften, hohe Härte und hohe Oberflächenhärte der Schicht. |
| Ausgezeichneter Widerstand gegen Einklemmen | Keramische Eigenschaften der Nitridschicht, die ein Aneinanderkleben mechanischer Teile verhindern. |
| Mechanische Festigkeit der Oberfläche | In das Material integrierte Verbindungsschicht. Härtegradient von der Oberfläche aus. |
| Ausgezeichnete Korrosionsbeständigkeit | Oxidierte, imprägnierte, vollständig versiegelte Oberfläche. |
| Thermische Stabilität | Zulässige maximale Betriebstemperatur über 500°C. |
| Keine Nachbearbeitung | Keine Verformung, aber eine Quellung, die etwa 1/3 der Dicke der Verbindungsschicht entspricht. |
| Optisch effect | Oxidierte, gesättigte Oberflächenbeschichtung mit einheitlich schwarzem Aussehen, die sich trocken anfühlt. |
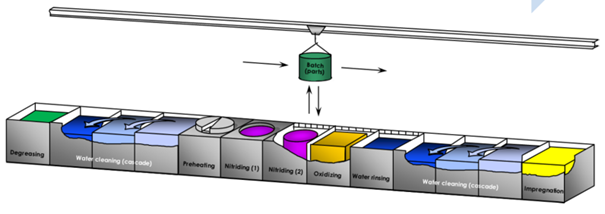
Grundlegende Verfahrensschritte für das Salzbadnitrieren:
| CLIN-Stufen | Zweck | Beschreibung |
| Entfetten/Reinigen | Entfernen von Ölen und anderen Partikeln von der Oberfläche der Bauteile. | Tauchen und/oder Sprüh- und Luftreinigung in einem wässrigen alkalischen Medium. |
| Vorwärmen | Aufrechterhaltung einer stabilen Temperatur in der Nitrokohlenstoffschmelze. | Übliche Behandlungsdauer: 30-60 Minuten. |
| Nitrocarburieren | Bildung einer Nitridschicht auf der Oberfläche von Bauteilen. Mit den HEF-Nitridsalzen ARCOR® und MELONITE® & TUFFTRIDE®/ (TENIFER®). | Die harte Nitridschicht sorgt für Verschleißfestigkeit. Der Diffusionsbereich unter der Nitridschicht verbessert die Ermüdungslebensdauer. |
| Oxidieren* | Oxidschicht auf der Oberfläche von Bauteilen. Mit Oxynit® und anderen markenrechtlich geschützten Oxidationssalzen von HEF. | Oxynit® ist eine Behandlung in einer Salzschmelze nach dem Nitrocarburieren, die einen zusätzlichen Korrosionsschutz bietet, indem die poröse Zone der Eisennitrid-Verbundschicht zu stabilen Eisenoxiden (Fe3O4), dem sogenannten Magnetit, oxidiert wird. Die Oxidschicht sorgt auch für ein schwarzes ästhetisches Aussehen. |
| Kühlen/Reinigen | Salz von der Oberfläche der Teile entfernen | Feuerlöschertank / Waschkaskade mit Stadt- oder DI-Wasser |
| Mechanische Nachbearbeitung* | Glatte Oberfläche, geringe Rauhigkeit (nicht geringer als vor der Behandlung), Reibungseigenschaften | HEF-Know-how: * Strahlen * Gleitschleifen * Centerless-Polieren |
| Imprägnierung von Oberflächen* | Zusätzliche Korrosionsbeständigkeit; verbessertes Einlaufverhalten; tiefschwarzes Aussehen | HEF imprägnieren mit: Corolac®(trockenes Aussehen) Corofluide®(öliges Aussehen) |
*optional
CLIN-Anwendungen:
- Ersetzen von:
- Hartverchromung, Vernickelung, Kadmium, Verzinkung und Karbonitrierung,
- rostfreiem Stahl durch preiswerteren, mit CLIN behandelten Stahl.
- Hydraulische Komponenten: Kugel- und Schieberventile, Kolbenstangen, Verteiler, Stoßdämpfer, Hydraulikzylinder, Schläuche.
- Fahrzeugteile: Kugelbolzen, Bremsscheiben, Bremssattelkolben, Nockenwellen, Kupplungsscheiben, Kurbelwellen, Zylinder, Differentialträger, Türanschlagnocken, Antriebswellen, Zahnräder, Getriebeantriebe, Naben, Verriegelungen, Kolbenbolzen, Kipphebel, Anlasserwellen, Lenkstützen und -ritzel, Turbogabeln, Motorventile, Abtriebswellen von Wischanlagen.
- Mechanische Teile: Befestigungselemente, Stifte, Wellen, Riemenscheiben, Gleiter, Spindeln, Joche, Wellen, Dichtungen, Buchsen, Lager usw.
- WERKZEUGE: Gesenke, Schmiedewerkzeuge, Umformwerkzeuge, Spritzgussformen, Extrusionswerkzeuge. Fettfreie Anwendung möglich.
- Branchen: Öl und Gas, Baumaschinen, Rüstung, Energieerzeugung, Materialtransport, Industriewerkzeuge, Transport